

 QQ
QQ
“ 工装轴协调系统是工装轴握持工件,机器人握持作业工具,两者协调进行作业的系统。”

01
—
工装轴协调功能概要
为了同时运行工装轴和机器人,需要进行协调程序的示教。协调程序包含工装轴和机器人根据主- 从关系进行相对插补动作的协调插补以及进行个别动作的个别插补。控制轴组为【R1+S1:S1】。
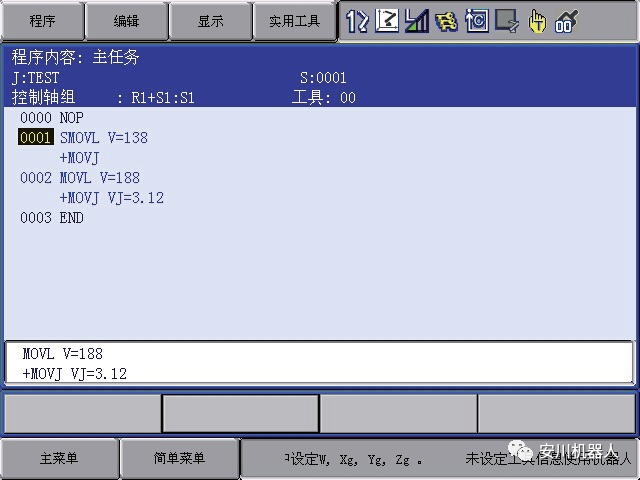
插补命令含义:
协调程序的移动命令通常显示2 行,上一行表示对从侧(机器人)的命
令(SMOVL),下一行表示对主侧(工装轴)的命令(MOVL)。
快捷键含义:

选择协调程序示教时机器人的动作方式。按一次该按键切换一次。
连动:状态显示区显示“ 连动”。此状态下启动主侧,从侧也会跟着启动。
单独:仅轴操作对象的机器人动作。

选择协调程序示教时采用协调插补还是个别插补。按一次该按键切换一次。
协调:此时登录的移动命令为协调命令。
个别:解除主-从关系, 2 台机器分别执行个别插补动作。
02
—
工装轴协调系统设置
登录机器人与工装轴的组合。注意主从侧的设置对象。

机器人工装轴间的校准
在机器人与工装轴之间执行协调动作时,需要事先登录相互的位置关系。
该相互位置关系的设定就是机器人工装轴间的校准。

选择主菜单的【机器人】,再选择【机器人校准】,显示机器人校准一览画面。仿照登录用户坐标和工具坐标的方法登录各个位置。
在工装轴的转台上确定任意的点(P 点)。(离转台旋转中心尽可
能远的位置)将机器人的控制点与P 点合并,登录C1。
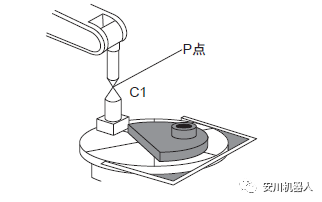
2. 使工装轴旋转任意量。
旋转量没有限制,但请旋转30゜以上。旋转方向+-皆可。
将机器人的控制点与旋转后的P 点合并,登录C2。

3. 使工装轴沿2 中旋转的方向旋转,将机器人的控制点与旋转后的P
点合并,登录C3。

03
—
工装轴协调程序登录
使多个轴组同时动作(即,由多行构成)的移动命令(如“MOV □+
MOVJ” 或“SMOV □+ MOVJ”)所设定的速度与实际动作速度的关系被定义如下:
通过各行指定的速度计算该机器人(或工装轴)的移动时间
计算各移动时间中的***大时间,按该***大移动时间执行所有轴组动作
省略了速度指定的行以“ ***大速度” 来计算移动时间
PS:协调动作插补命令中的主侧默认为无速度指定,即按照100%速度计算,如需指定速度,请将参数 S2C212 设置为【1】。

以下为机器人和工装轴的一个协调案例,程序如下所示:

更多安川机器人、安川工业机器人,产品和技术问题欢迎来电咨询!
